
Rotor-Fräser Auswahlhilfe
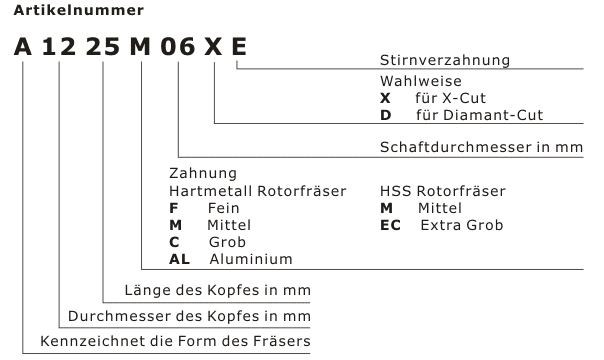
Aufschlüsselung der Artikelnummer
Auswahl der richtigen Rotorfräsers
Rotorfräser sind, die Zahnung betreffend, in vier Hauptgruppen unterteilt: Fein, Mittel, Grob und Extra Grob, (inklusive AL-CUT). Als generelle Richtline gilt: Feine Zahnungen für harte oder zähe Werkstoffe (und gute Oberflächen beschaffenheit) und grobe Zhanungen für weiche Werkstoffe. Ausnahme: bei rostfreiem Stahl wird eine grobe Zahnung benötigt. Fest steht generell, dass Zerspanungsleistung und Oberflächengüte von der Zahnung abhängig sind.
Es gilt im allegemeinen, dass ein kleinerer Durchmesser eine feinere Zahnung hat als ein Fräser mit einem grösserem Durchmesser, der zur gleichen Fräser-Form gehört. Auch hier kann es jedoch Ausnahmen geben. Deswegen weisen wir bei jedem Fräser nicht nur auf den Zahntyp hin, sondern auch auf die Anzahl der Zähne.
| Zahnung | Hartmetall | HSS | |
|---|---|---|---|
| Fein | Für harte und /oder feste Materialien, für gute Oberflächenbearbeitung und geringe Materialentnahme. | - | |
| Mittel | Für die Bearbeitung harter und/oder zäher Materialien unter normalen Arbeitsbedingungen. | Für die Bearbeitung ungehärteter Stähle und anderer, mässig harter Materialien unter normalen Bedingungen. | |
| Grob | Einsetubar für rostfreien Automatenstahl, für ungehärtete Materialien und Leichtmetalle. | - | |
| AL-CUT | Zur Bearbeitung von Aluminium. Zur Vermeidung von zu grossen Spänen sollte Wachs benutzt werden. | - | |
| Extra grob | - | Für weiche Materialien und hohe Materialentnahme. Grosser Spanraum verhindert den Aufbau von Spanstau zwischen den Zähnen. | |
| X-CUT | Produziert kurze, stuimpfe Späne. Ruhiger Lauf auch bei niedrigen Drehzahlen. Für weiche und harte Werkstoffe. | - | |
| Diamant-Cut | Für wärmebehandelte und hochlegierte Stähle und Epoxid. Hervorragende Oberflächengüte. Minimale Axialkräfte. | - | |
| Spanbrecher | - | Produziert kleine Späne. Ruhiger Lauf auch bei niedrigen Drehzahlen. Für weiche und harte Werkstoffe. | |
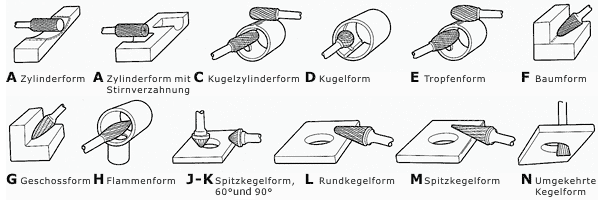
| Stirn-verzahnung | Rotorfräser mit Zylinderform (A) und umgekerhter Kegelform (N) können auch mit Stirnverzahnung geliefert werden. | - | |
Bahco Rotorfräser werden zum Entgraten an Werkstücken oder bei der Endbearbeitung in engen Bearbeitungsräumen eingesetzt. Die Fräser werden aus zwei verschiedenen Materialien hergestellt: Hartmetall oder Hochleistungs-Schnellstahl. Die Wahl des richtigen Fräsers richtet sich nach dem eingesetzten Maschinen type un dem zu bearbeitenen Werkstoff.
Hartmetall-Rotorfräser wurden für robuste, gut erhaltene Maschinen entwickelt, die mit einer hohen Geschwindigkeit von über 15,000 U/min. laufen. Sie können bei fast allen Werkstoffen mit Härtegraden von bis zu 67 HRC eingesetzt werden. Der Fräserkopf ist aus Hartmetall mit einer Härte von ca. 1,500 HV.
Bahco hat eine langjährige Erfahrung in der Herstellung von Hartmetallen. Durch Zusammenarbeit mit Experten wurden verschiedene Hartmetalle für unterschiedliche Fräsergrüssen entwickelt, um beste Schneidleistung und Oberflächenbeschaffenheit zu gewährleisten.
Bei grösseren Fräsern ist der Kopf auf einen Schaft aus vergütetem Stahl von ca. 46 HRC aufgelötet. Ein spezielles lötverfahren ergibt eine extrem feste Lötverbindung.
Bei kleineren Rotorfräsern wird auch der Schaft aus Hartmetall gefertigt, d.h. der Fräser besteht aus einem Stück.
Hochleistungsschnellstahl-Fräser werden in erster Linie bei der Bearbeitung von weichen Stählen, Aluminium, Bronze oder Messing eingesetzt.
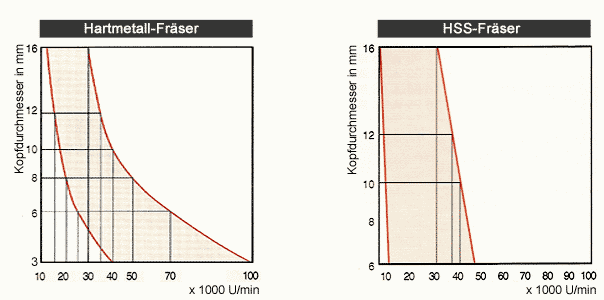
Empfohlene Drehzahlgeschwindigkeiten U/min.
Für härtere Materialien werden niedrigere Geschwindigkeiten und eine feinere Zahnung verwendet. Zustand und Qualität des Antriebsmotors, sowie die Form des Werkstückes und andere Faktoren, die die Schneidkapazität beeinflussen, müssen berücksichtigt werden.
| Kopf | Gehärteter Stahl*1 | Ungehärteter Stahl*2 | Weiches Material*3 |
|---|---|---|---|
| 3 Ømm | 40-80 | 50-90 | 50-100 |
| 6 Ømm | 25-60 | 50-90 | 30-70 |
| 8 Ømm | 20-45 | 30-60 | 25-50 |
| 10 Ømm | 17-40 | 25-50 | 20-40 |
| 12 Ømm | 15-30 | 20-40 | 17-35 |
| 16 Ømm | 12-25 | 17-30 | 15-30 |
| Kopf | Ungehärteter Stahl*2 | Weiches Material*3 |
|---|---|---|
| 6 Ømm | 5-20 | 20-40 |
| 10 Ømm | 3-10 | 10-30 |
| 12 Ømm | 1-10 | 10-30 |
| 16 Ømm | 1-8 | 10-25 |
- *1: Zähes Material.
- *2: Weiches Material, Grauguss.
- *3: Holz, Kuststoffe, Aluminium, Silumin, Messing usw.
Kategorien
- Abzieher
- Akku und Druckluftwerkzeuge
- Arbeitsschutz
- Bits und Bohrer
- Drehmomentwerkzeuge
- Edelstahl-Werkzeuge und Ausrüstung
- Elektronik- und Feinmechanikwerkzeuge

- Elektrowerkzeuge und Zubehör
- Farbschaber, Spachtel und Kellen
- Feilen
- Funkenfreie Werkzeuge
- Garage/Kfz Werkzeuge
- Garten und Forstwerkzeuge
- Hämmer
- Holzbearbeitungswerkzeuge
- Isolierte Werkzeuge
- Kälte- und Klimatechnik
- Meissel und Durchtreiber
- Messer und Cutter
- Messwerkzeuge
- Metallzerspanungs-Werkzeuge
- Schraubendreher
- Rollgabel- Schraubenschlüssel
- Steckschlüsseleinsätze und Zubehör
- Werkstattleuchten
- Werkbänke und Schraubenstöcke
- Werkstattwagen und Werkstatteinrichtungen
- Werkzeugkoffer und Taschen
- Zangen und Scheren






