
Bandsäge Auswahlhilfe
Allegemeine Informationen
Bandlänge

Die Bandabmessung hängt von der verwendeten Sägemaschine ab. Informationen über bestimmte Maschinen finden Sie in unserer Software BandCalc™ oder Sie erhalten diese vom Maschinenhersteller, bzw. in der Bedienungsanleitung.
Bandbreite
Die Bandbreite wird von der Zahnspitze bis zur Hinterkante (Bandrücken) des Sägeblattes gemessen.
Bei Horizontalmaschinen hängt die Bandbreite von der verwendeten Bandsägenmaschine ab. Bei Vertikalmaschinen sind dagegen Abweichungen möglich.
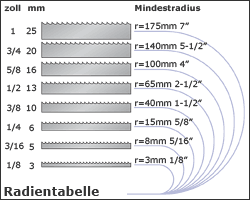
Beim Konturensägen sollte das Band so breit sein, wie es die Maschine zulässt, dabei aber schmal genug, um die gewünschte Form sägen zu können (Radius).
Schränkarten
Die Schränkung, abwechselnd links und rechts, sowie der Schränkungswinkel, verleihen dem Sägeband den erforderlichen Freischnitt, um ein Festklemmen im Schnittkanal zu verhindern.
![]()
Einzel- oder Standardschränkung
Bei der Einzel- oder Standardschränkung ist die Schränkfolge bei konstanter Zahnteilung -- links/rechts/gerade angeordet. Diese Art der Schränkung wird überwiegend bei Bändern mit konstantem Zahnabstand, wie regular und hook angewandt.
Variable Schränkung (Combo)
Bei der variablen Schränkung, der Combo-Verzahnung, bleibt ein Zahn pro Verzahnungsintervall ungeschränkt, gefolgt von Zähnen, die in der Reihenfolge links/rechts wiederkehrend angeordnet sind. Diese Schränkgeometrie wiederholt sich bei jeder Zahngruppe, beginnend und endend mit dem jeweils grässten Zahn.
Zähne pro Zoll (TPI)

Die Anzahl der Zähne (TPI) definiert den Zhanabstand des Sägebandes und kann von weniger als 1 bis 24 TPI variieren.
Dünnwandige Werkstücke, wie Rohre, Profile Bleche, usw. erfordern eine feine Verzahnung, da sonst die Gefahr besteht, dass Zähne beschädigt werden oder ausbrechen.
Grosse Querschnitte sollten mit einem grossem Zahnabstand gesägt werden, d.h. mit weniger Zähnen pro Zoll. Dadurch wird ein effektiveres Eingreifen der Zähne in das Material ermöglicht, da der Schnittdruck auf weniger Zähne verteilt wird. Hierdurch wird eine höhere Produktivität erreicht und die optimalste Zerspanungsleistung ermöglicht.
Weiche Materialien, wie Aluminium und Bronze, erfordern ebenso einen grässeren Späneraum. Eine grobe Zahnteilung verhindert die Ansammlung von Spänen und das Zusetzen der Spankammern. Dies würde den Sägevorgang hinsichtlich der Standzeit nachhaltig negativ beeinflussen.
Anhand der TPI - Auswahlkriterien können Sie den richtigen Zahnabstand für Ihre Anwendung ermitteln.
Empfehlungen zum Einsatz Bandsägeblättern
Maschine
Überprüfen Sie regelmässig:
- Die Funktion der Späneräumbürste
- Den Verschleiss und die Parallelität der Sägebandführungen
- Die Bandspannung mittels eines Tensiometers
- Die Bandgeschwindigkeit mittels eines Tachometers
- Die kühlmittelkonzentration mittels eines Refraktometers
Kühlmittel/Schneidflüssigkeit
Das Kühlmittel schmiert, kühlt und transportiert die Späne aus dem Schnitt. Wichtig ist:
- Eine hochwertige Schneidflüssigkeit zu verwenden.
- Die Schneidflüssigkeit in der empfohlenen Konzentration zu verwenden.
- Sicherzustellen, dass die Schneidflüssigkeit den Schnitt mit geringem Druck und optimal erreicht.
Werkstück
- Vergewissern Sie sich, dass das Werkstück fest eingespannt ist und nicht vibrieren oder sich drehen kann.
- Verwenden Sie keine verbogenen oder beschädigten Werkstücke.
Einsägephase
Um die optimalste Standzeit zu erreichen, arbeiten Sie immer mit der empfohlenen Bandgeschwindigkeit, reduzieren Sie jedoch den Vorschub während der ersten 10 Minuten auf 1/3 bis 1/2.
Danach erhöhen Sie stufen weise den Vorschub, bis Sie die empfohlene Vorschubgeschwindigkeit erreicht haben.
Vorschubgeschwindigkeit/Späne
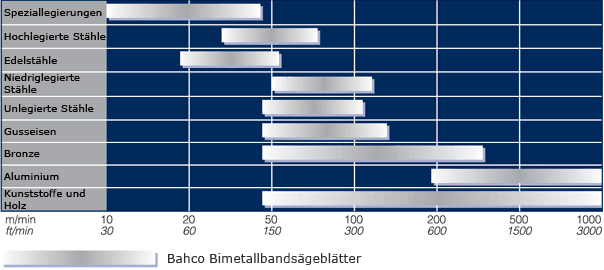
Es ist wichtig, dass jeder Zahn des Sägebandes einen Span der richtigen Dicke erzeugt. Dies wird durch die Auswahl des Zahnabstandes, der Bandgeschwindigkeit und der Vorschubgeschwindigkeit bestimmt. Wählen Sie zunächst anhand der Diagramme auf den Seiten 9 und 10 den richtigen Zahnabstand und stellen Sie anschliessend Ihre Bandgeschwindigkeit anhand des unten aufgeführten Diagramms ein. Nun können Sie die korrekte Vorschubgeschwindigkeit einstellen, indem Sie die Späne untersuchen, die das Sägeband beim Zerspanen produziert. Stellen Sie unter Zuhilfenahme der Abbildungen Vorschubgeschwindigkeit oder Bandgeschwindigkeit entsprechend ein.
Weitere Informationen über Sägeparameter erhalten Sie von Ihrem zuständigen Bahco Produktspezialisten, der Ihnen bei der Ermittlung der korrekten Schnittdaten für Ihren speziellen Anwendungsfall behilflich ist.

- Dunne oder pulverisierte Späne - Vorschubgeschwindigkeit erhöhen oder Bandgeschwindigkeit reduzieren.
- Locker gerollte Späne - korrekte Schnittdaten.
- Dicke, schwere oder blaud Süäne - zu hoher Vorschub, Vorschubgeschwindigkeit erhöhen.
Bandgeschwindigkeit
Wenn Sie hartmetallbestückte Bandsägeblätter einsetzen lassen Sie sich von Ihrem Bahco Produktspezialisten Empfehlungen hinsichtlich der Bandgeschwindigkeit geben.
Zahnabstand bei massiven werkstücken

Das diagramm hilft Ihnen bei der Auswahl des richtigen Zahnabstandes zum Sägen massiver Werkstücke. Die ideale Auswahl ist die breiteste Stelle in jedem Feld.
- Beispiel 1:
- Beim Sägen eines Materials mit 150 mm Ø verwenden Sie 3 TPI, wenn Sie ein Sägeband mit konstantem Zahnabstand bevorzugen. Wenn sie ein Band mit variablem zahnabstand wählen, sollten Sie 2/3 TPI oder 1.4/2 TPI verwenden.
- Beispiel 2:
- Beim Sägen von weichen materialien, wie Kunststoff, Aluminium oder Hoz, Wählen Sie einen Zahnabstand zwei Stufen grober als empfohlen.
Zum Schneiden eines 13-20 mm dicken Aluminiumteils verwenden Sie ein Band mit 6 TPI oder 5/8 TPI.
EASY-CUT Schnittparameter
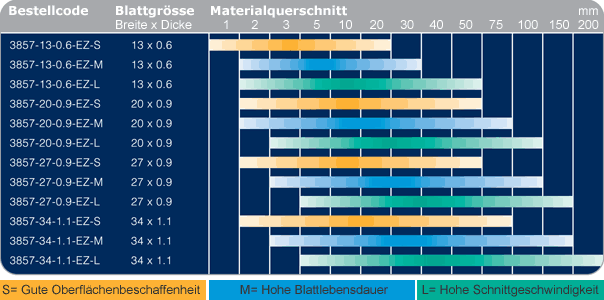
Problemlose Anwendung
Sie müssen nicht wissen, welchen maschinentype Sie benützen, welchen Werkstoff und materialquerschnitt Sie sägen. Sie müssen lediglich die Bandlänge und die Banddicke kennen, und ob Sie keine (S), mittlere (M), oder grosse (L) Werkstücke sägen. leichter geht es nicht! Easy-Cut.
Zerspanen von Rohren und Profilen
Das Diagramm hilft Ihnen bei der Ermittlung des richtigen Zahnabstandes beim Sägen von Rohren und profilen.
Die empfohlene Zahnteilung für das Sägen von Profilen finden Sie im diagramm am Schnittpunkt der Breite und der Wandstärke des Profiles.
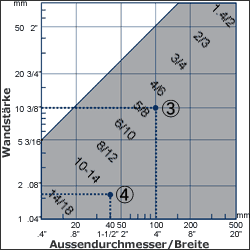
- Beispiel 3:
- Zum Sägen eines 100x10 mm dicken Doppel-T-Trägers wählen Sie ein Band mit 5/8 TPI oder 4/6 TPI Den empfohlenen Zahnabstand finden Sie in dem Feld, in dem der Aussendurchmesser mit der Wanddicke des zu sägenden Rohres zusammentrifft.
- Beispiel 4:
- Beim Sägen eines 40x1.6mm Rohres wählen Sie ein Band mit 10/14 TPI.
Zahnformen
Metallbandsägen (gleichmassiger Zahnabstand)
Die Zahnformen haben unterschiedliche Spanbwinkel, Freiwinkel und Spanraumtiefen. Dadurch eignet sich jede zahnform für eine spezielle Anwendung.
Regular

Regular ist eine Standartzahnform mit 0° spanwinkel. Regular ist die traditionelle zahnform für vielseitiges Zerspanen kleiner, massiver Werkstücke.
Positive PS

Positive PS hat einen Spanwinkel von 10°-15°, einen gekrümmten Rücken und einen Sapnraum mit grosser Spankapazität. Ausgezeichnet geeignet zum Sägen grosser Werkstücke einer Vielzahl von Stahlsorten.
Triple Set

Triple Set, mit Hoch/Niedrig-3-Zahngeometrie für maximale Spanproduktion und gleichmässiger Zahnbelastung. Dieses zahnform mit 10° Spanwinkel ist ideal zum Sägen grosser schwer zerspanbarer, abrasiver materialien.
Metallbandsägen (variabler Zahnabstand)
Diese zahnformen sollten verwendet werden, wenn es beim Sägen von Rohren, Profilen und Bündeln zu Vibrationen kommen kann. Bänder mit vielseitigem Einsatz haben generell einen variablen zahnabstand.
Combo

Zahnform ähnelt der "Regular"- Zahnform. sie eignet sich zum vielseitigen Einsatz fünnwandiger rohre und Profile der gebräuchlichsten materialsorten.
Carbide Triple Set Xtra, Combo

Carbide Triple Set Xtra, Combo entspricht der "Standard Triple Set", bietet den Vorteil des "Combo" Zahnabstandes, die für schwingungsarmes Sägen und damit weniger vibrationen sorgen.
Combo PR

Combo PR, mit 5-10° Spanwinkel, wird hauptsächlich für mittlere bis grosse Werkstücke verwendet, bei denen Vibrationen auftreten können.
Combo PF

Combo PF ein völlig neues Zahndesign, eigens entwickelt, um Bündel, Rohre und Profile zu sägen, mit ausgezeichneter Blattlebensdauer. Diese zahnform ist nur in Verbindung mit 3853 top Fabricator erhältlich.
Combo EZ

Combo EZ ist eine patentierte Zahnform für sehr vielseitige Anwendungsfälle zum Zerspanen aller gebräuchlichen materialien. Diese Zahnform ist nicht nur sehr verschleissbeständig, sondern vor allem ideal für die kleineren Betriebe, in welchen die verschiedensten Querschnitte unterschiedlichster materialien gesägt werden. Diese Zahnform ist nur in Verbindung mit 3857 Easy-Cut erhältlich.
Combo CP

Combo CP, eine verbesserte und modernisierte Version der Zahnformen PR und PS, mit positivem Spanwinkel zur Steigerung der Effektivität.
Metallbandsägen (gescliffene Ausführung)
Diese moderne Zahnkonstruktion von geschliffenen Bandsägeblättern sorgt in Kombination mit präziser Schränkung für hervorragende Oberflächen beschaffenheit und höchster Blattlebensdauer.
Combo PHG

Combo PHG ist eine patentierte geschliffene Zahnform mit positivem Spanwinkel für höchste Zerspanungsleistung grosser Querschnitte beim Einsatz von schwer zerspanbaren Legierungen und Kaltarbeitsstählen.
Combo PSG

Combo PSG ist eine neue geschliffene Zahnform mit positivem Spanwinkel. Die ideale Zahnform zum Produktionssägen mittlerer bis grosser Querschnitte aller Arten von Materialien, insbesondere legierter und rostfreier Stähle.
Sägen von Nichteisenmetallen (gleichmassiger Zahnabstand)
Die Zahformen haben unterschiedlilche Spanwinkel, Freiwinkel und Spanraumtiefen. Dadurch eignet sich jede zahnform für eine spezielle Anwendung.
Hook

Hook hat Zähne mit 10° Spanwinkel und flachem Spanraum. diese Zahngeometrie wird zum Zerspanen von Nichteisenmetallen, Holz und Kunststoffen verwendet.
Carbide Triple Set

Carbide Triple Set mit Hoch/Niedrig-3-Zahngeometrie für maximale spanproduktion und gleichmässiger Spanbelastung. Diese Zahnform ist ideal beim Einsatz von Nichteisenlegierungen, die in den Giessereien ihre Anwendung finden.
HA

Diese Zahnform wurde eigens zum Optimieren des Zerspanens von Aluminium und anderen weichen Materialien entwickelt.
Kategorien
- Abzieher
- Akku und Druckluftwerkzeuge
- Arbeitsschutz
- Bits und Bohrer
- Drehmomentwerkzeuge
- Edelstahl-Werkzeuge und Ausrüstung
- Elektronik- und Feinmechanikwerkzeuge

- Elektrowerkzeuge und Zubehör
- Farbschaber, Spachtel und Kellen
- Feilen
- Funkenfreie Werkzeuge
- Garage/Kfz Werkzeuge
- Garten und Forstwerkzeuge
- Hämmer
- Holzbearbeitungswerkzeuge
- Isolierte Werkzeuge
- Kälte- und Klimatechnik
- Meissel und Durchtreiber
- Messer und Cutter
- Messwerkzeuge
- Metallzerspanungs-Werkzeuge
- Schraubendreher
- Rollgabel- Schraubenschlüssel
- Steckschlüsseleinsätze und Zubehör
- Werkstattleuchten
- Werkbänke und Schraubenstöcke
- Werkstattwagen und Werkstatteinrichtungen
- Werkzeugkoffer und Taschen
- Zangen und Scheren






